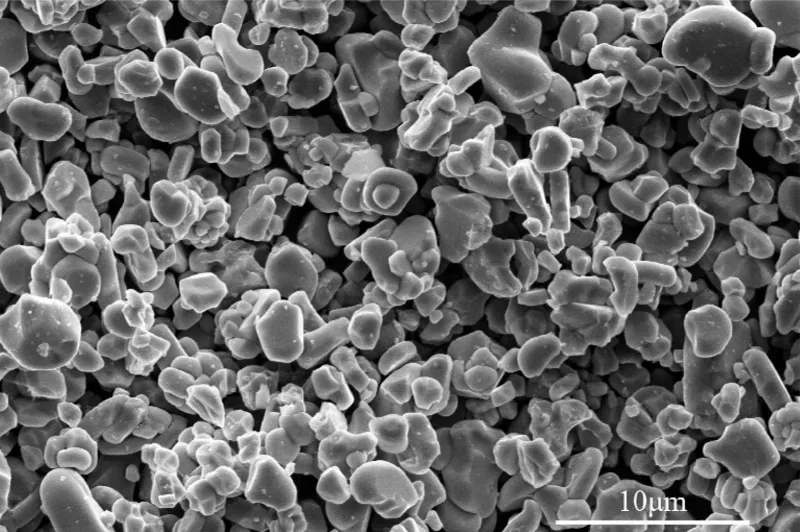
In the field of lithium-ion battery cathode materials, NCM (nickel-cobalt-manganese ternary layered oxide, LiNiₓCoᵧMnzO₂) has become one of the mainstream choices for electric vehicle power batteries due to its high energy density, good cycling stability, and relatively low cost. With the trends toward high-nickel content (Ni ≥ 80%) and single-crystal/nanocrystallization, reducing the D50 (median volume particle size) of NCM materials to below 1 μm (even in the 0.2–1.0 μm range) has emerged as a key strategy for significantly improving rate performance.
超微粒子化は、リチウムイオンおよび電子輸送経路を劇的に短縮し、界面インピーダンスを低減し、急速充放電能力を向上させ、サイクル寿命中の粒子の粉砕をある程度緩和します。しかしながら、典型的な層状構造材料(R-3m空間群)であるNCMの結晶構造は、機械的ストレスに非常に敏感です。高エネルギーボールミル粉砕などの従来の高エネルギー機械的粉砕法では、格子歪み、層間滑り、陽イオン混合(Li/Ni無秩序)、酸素空孔、さらには局所的な相転移を容易に引き起こし、初期クーロン効率の低下、電圧減衰の加速、サイクル寿命の短縮につながります。.
したがって、達成 D50 < 1 μm 結晶構造の完全性を可能な限り維持することが、 超微粉砕 NCM のプロセス。.
NCM 超微粉砕にとって D50 < 1 μm がなぜそれほど重要なのでしょうか?
従来の市販NCM523/622のD50は通常6~10μmの範囲ですが、高ニッケルのNCM811/NCAは主にサイクリング中の機械的安定性を確保するために3~8μmの範囲です。しかし、研究によると、D50が1μm未満になると、次のような問題が生じることが示されています。
- リチウムイオンの拡散経路がサブミクロンレベルまで短縮され、レート能力が 2 ~ 5 倍向上します (特に 5C 以上のレートの場合)。.
- 比表面積の増加により電解質の濡れが促進され、分極が減少します。.
- 高電圧下における粒界亀裂伝播や二次粒子の粉砕を抑制します。.
- 特定の特殊用途(急速充電バッテリー、固体バッテリー用複合カソード)では、0.3~0.8 μm の範囲の D50 が目標となっています。.
課題は、ほとんどのNCM前駆体(共沈水酸化物)が焼結後に5~15μmの二次粒子を形成することです。これらをD50 < 1μmまで完全に粉砕するには、極めて高い機械的エネルギー投入が必要となり、整列した層状構造が容易に破壊されます。.
従来の機械的粉砕方法の限界
惑星型高エネルギーボールミル そして 撹拌ビーズ粉砕 (アトリター/ビーズミル)は、実験室で最も一般的に使用されている超微粉砕方法です。これらの方法では、粉砕媒体(ZrO₂またはAl₂O₃ビーズ)と粒子間の高周波衝突によって粒子が破砕されます。.
- 利点: 成熟した設備、湿式処理に適しており、分散剤の添加が容易。.
- 欠点:過度の衝撃とせん断力。文献によると、数時間の粉砕後、NCMのXRD主ピークは著しく広がり、(003)/(104)強度比は低下し、c軸に沿った層間間隔の拡大とLi/Ni無秩序性の悪化が示唆されています。TEM観察では、層状構造の局所的な無秩序化、さらにはアモルファス化が頻繁に見られ、容量低下の加速につながります。.
Therefore, relying solely on ball mill makes it difficult to maintain crystal structure integrity when reaching D50 < 1 μm.
低損傷NCM超微粉砕のコア戦略
低損傷研削を実現するには、次の 3 つの側面に沿って最適化を行う必要があります。 単一衝撃エネルギーの低減, 衝突頻度の増加、 そして ストレスの種類を制御する. 現在主流となっている産業界および学術界で実現可能なアプローチには以下のものがあります。
1. 流動床対向ジェットミル / 流動床カウンタージェットミル
これは現在、結晶の損傷を最小限に抑えながら NCM D50 < 1 μm を達成するための最も成熟した工業的方法です。.
- 原理: 材料は高速ガス流 (圧縮空気または窒素、0.6~1.2 MPa) で加速され、反対側のノズルを通る粒子同士の衝突によって破砕されます。粉砕媒体の汚染はほとんどなく、せん断力も最小限です。.
- 利点:
- 主に衝撃ベースで、応力が内部欠陥に集中し、層間の滑りが減少します。.
- 精密分級(タービン分級機内蔵)により、D50 0.4~0.9 μm、D90 < 2 μmの分布をワンパスで生産できます。.
- 温度制御可能(冷ガスまたは液体窒素冷却が可能)なので、酸素放出を引き起こす局所的な過熱を回避できます。.
- 最適化ポイント:
- 供給粒子サイズはD50 3~8μmに事前制御されます(軽く事前粉砕)。.
- 単一衝突エネルギーを削減する多段対向ジェット設計。.
- 過剰流動化と凝集を避けるために、ガス対固体比を 5~12 kg/kg に制御します。.
- 凝集を減らすために微量の粉砕助剤/分散剤(例:ステアリン酸リチウム、少量の PVDF)を追加します。.
- Real-world cases: Several battery material manufacturers have achieved NCM811 with D50 ≈ 0.6–0.8 μm, XRD FWHM increase <15%, (003) peak intensity maintained >95% of original value, demonstrating controllable crystal damage.
2. 超臨界流体または蒸気支援ジェットミル
一部の最先端プロセスでは、損傷をさらに低減するために、媒体として超臨界 CO₂ または過熱蒸気を導入しています。.
- 超臨界 CO₂ は高密度と低粘度を実現し、より均一なエネルギー伝達を実現します。.
- スチーム ジェットは、新鮮な表面を不動態化し、その後の酸化を低減しながら、より細かいサイズ (D50 < 0.5 μm) を実現できます。.
3. 湿式超微粒撹拌粉砕 + 極低温 + 表面保護
湿式ボールミルはより大きな損傷を引き起こしますが、次の組み合わせにより損傷を大幅に軽減できます。
- 超微細ZrO₂ビーズ(0.05~0.2 mm)を使用し、ライン速度を8~12 m/sに制御します。.
- 機械的に誘発される熱構造変化を抑制するための極低温冷却(スラリー温度 <15°C)。.
- 結晶保護剤の添加:少量のLi₂CO₃、LiOH、リン酸塩、ホウ酸塩などにより、研削中に表面に薄い保護層を形成し、亀裂の伝播を抑制します。.
- 段階的な粉砕:最初に D50 ≈ 2 μm まで粗粉砕し、次に目標まで微粉砕することで、過剰な一時エネルギー投入を回避します。.
- 後処理:スプレー乾燥 + 短時間の低温アニーリング(400~600℃)により、わずかな格子応力を軽減します。.

4. 粉砕と共最適化された前駆体設計(前粉砕コンセプト)
最近登場した戦略としては、共沈または焼結の前または最中に「事前粉砕」を導入することが挙げられます。.
- 液体爆薬浸透: 急速なガス発生分解を利用して二次粒子を事前に破砕し、その後穏やかな機械的分散を行います。.
- 制御された焼結により、低エネルギーで一次粒子に分散しやすい「弱く結合した」二次粒子(メソ構造エンジニアリング)を生成します。.
- 単結晶 NCM ルート: 単結晶粒子 (D50 はすでに 1~3 μm) を直接合成し、二次粒子の粉砕を回避した後、表面改質または軽いサイズ縮小を行います。.
結晶構造保護の特性評価と定量化
粉砕後に結晶損傷が発生したかどうかを確認するには、多次元的な特性評価が必要です。
- X線回折: (003)/(104)強度比、c/a値、FWHMの変化。.
- ラマン: A1g と Eg のピークのシフトと強度比。Ni²⁺ の移動を示しています。.
- 透過型電子顕微鏡(TEM)/高分解能電子顕微鏡(HRTEM): 層状の縞の連続性、非晶質領域の存在を観察します。.
- XPS: Ni 2p、O 1s で表面再構築度を評価します。.
- 電気化学: 初期効率、dQ/dV 曲線(H2–H3 相転移ピークの鋭さ)、サイクリング後のインピーダンス。.
目標: D50 < 1 μm、XRD FWHM 増加 <20%、初期効率 >92%、300 サイクル後 (4.3 V) の容量保持 >85%。.
結論
The core to achieving ultrafine NCM pulverization to D50 < 1 μm without significant crystal damage lies in low impact energy density + high collision frequency + in-situ surface protection. The most mature and scalable path at present is the opposed jet fluidized bed jet mill, combined with precursor optimization and additives, which has already achieved mass production in multiple material plants.
将来的には、単結晶NCMと高ニッケル材料の普及に伴い、業界は「粉砕を最小限に抑える、または粉砕を一切行わない」合成ルート(例えば、一次粒子サイズを200~800 nmの単結晶に直接制御する)へとさらに移行し、機械的損傷の問題を完全に回避する可能性があります。.
しかしながら、より高いエネルギー密度への需要に押され、D50 < 1 μmの超微細NCMは、今後5~10年間、急速充電および高出力バッテリーにおいて重要な方向性であり続けるでしょう。プロセスエンジニアは、粉砕効率と構造健全性の最適なバランスを追求し続ける必要があります。これは、NCM材料工学において最も困難かつ重要な課題の一つです。.

読んでいただきありがとうございます。この記事がお役に立てれば幸いです。ぜひ下のコメント欄にご意見をお寄せください。また、ご質問等ございましたら、Zeldaのオンラインカスタマーサポートまでお問い合わせください。
— 投稿者 エミリー・チェン