In the field of lithium-ion battery cathode materials, NCM (nickel-cobalt-manganese ternary layered oxide, LiNiₓCoᵧMnzO₂) has become one of the mainstream choices for electric vehicle power batteries due to its high energy density, good cycling stability, and relatively low cost. With the trends toward high-nickel content (Ni ≥ 80%) and single-crystal/nanocrystallization, reducing the D50 (median volume particle size) of NCM materials to below 1 μm (even in the 0.2–1.0 μm range) has emerged as a key strategy for significantly improving rate performance.
ขนาดอนุภาคที่ละเอียดมากสามารถลดระยะทางการขนส่งลิเธียมไอออนและอิเล็กตรอน ลดความต้านทานที่ส่วนต่อประสาน เพิ่มความสามารถในการชาร์จและคายประจุอย่างรวดเร็ว และลดการแตกตัวของอนุภาคในระหว่างการใช้งานได้ในระดับหนึ่ง อย่างไรก็ตาม เนื่องจากเป็นวัสดุที่มีโครงสร้างแบบชั้นทั่วไป (กลุ่มพื้นที่ R-3m) โครงสร้างผลึกของ NCM จึงมีความไวต่อแรงทางกลอย่างมาก วิธีการบดเชิงกลพลังงานสูงแบบดั้งเดิม เช่น การบดด้วยลูกบอลพลังงานสูง สามารถทำให้เกิดการบิดเบี้ยวของโครงสร้างผลึก การเลื่อนตัวระหว่างชั้น การผสมของแคตไอออน (ความไม่เป็นระเบียบของ Li/Ni) ช่องว่างของออกซิเจน และแม้กระทั่งการเปลี่ยนเฟสเฉพาะที่ ซึ่งส่งผลให้ประสิทธิภาพคูลอมบ์เริ่มต้นลดลง แรงดันไฟฟ้าลดลงเร็วขึ้น และอายุการใช้งานสั้นลง.
ดังนั้น การบรรลุเป้าหมาย D50 < 1 μm ในขณะที่การรักษาความสมบูรณ์ของโครงสร้างผลึกให้มากที่สุดเท่าที่จะเป็นไปได้ ได้กลายเป็นความท้าทายทางเทคนิคหลักใน การบดละเอียดมาก กระบวนการสำหรับ NCM.
เหตุใดค่า D50 < 1 μm จึงมีความสำคัญมากสำหรับการบดละเอียดพิเศษของ NCM?
โดยทั่วไปแล้ว NCM523/622 ที่ใช้ในเชิงพาณิชย์ทั่วไปจะมีค่า D50 อยู่ในช่วง 6–10 ไมโครเมตร ในขณะที่ NCM811/NCA ที่มีนิกเกิลสูงมักจะมีค่า D50 อยู่ในช่วง 3–8 ไมโครเมตร ซึ่งส่วนใหญ่เพื่อรักษาเสถียรภาพทางกลระหว่างการใช้งาน อย่างไรก็ตาม การศึกษาแสดงให้เห็นว่าเมื่อค่า D50 ลดลงต่ำกว่า 1 ไมโครเมตร:
- เส้นทางการแพร่ของลิเธียมไอออนสั้นลงจนถึงระดับไมครอนย่อย ซึ่งช่วยเพิ่มความสามารถในการจ่ายกระแสได้ 2–5 เท่า (โดยเฉพาะที่อัตรา ≥5C).
- พื้นที่ผิวจำเพาะที่เพิ่มขึ้นช่วยส่งเสริมการเปียกของอิเล็กโทรไลต์และลดการเกิดโพลาไรเซชัน.
- ช่วยยับยั้งการลุกลามของรอยแตกตามขอบเกรนและการแตกละเอียดของอนุภาคทุติยะภายใต้แรงดันไฟฟ้าสูง.
- สำหรับการใช้งานพิเศษบางอย่าง (เช่น แบตเตอรี่ชาร์จเร็ว แคโทดคอมโพสิตสำหรับแบตเตอรี่โซลิดสเตท) ค่า D50 ในช่วง 0.3–0.8 ไมโครเมตร ได้กลายเป็นเป้าหมายสำคัญ.
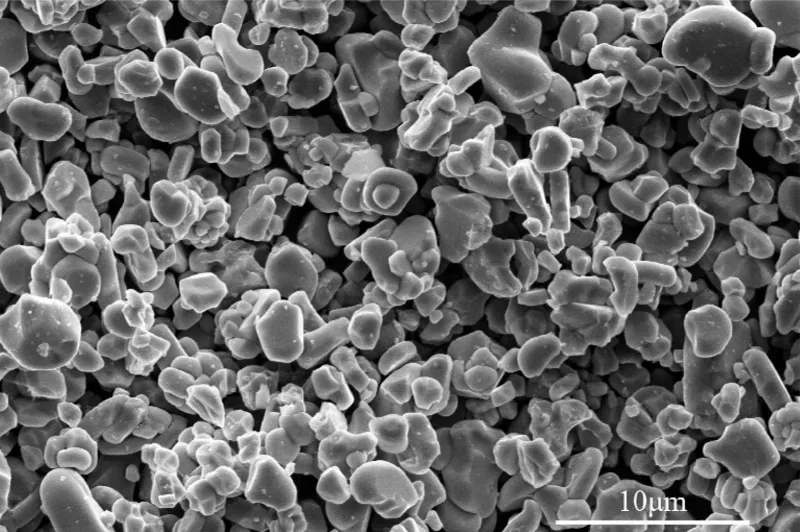
ความท้าทายอยู่ที่ข้อเท็จจริงที่ว่าสารตั้งต้น NCM ส่วนใหญ่ (ไฮดรอกไซด์ที่ตกตะกอนร่วม) จะก่อตัวเป็นอนุภาคทุติยภูมิขนาด 5–15 ไมโครเมตรหลังจากการเผาผนึก การบดอนุภาคเหล่านี้ให้ละเอียดจนมีเส้นผ่านศูนย์กลาง D50 น้อยกว่า 1 ไมโครเมตร จำเป็นต้องใช้พลังงานเชิงกลสูงมาก ซึ่งจะทำลายโครงสร้างแบบชั้นที่เป็นระเบียบได้อย่างง่ายดาย.
ข้อจำกัดของวิธีการบดละเอียดเชิงกลแบบดั้งเดิม
การบดด้วยลูกบอลพลังงานสูงแบบดาวเคราะห์ และ การบดลูกปัดแบบกวน เครื่องบดแบบลูกปัด (attritor/bead mill) เป็นวิธีการบดละเอียดพิเศษที่ใช้กันมากที่สุดในห้องปฏิบัติการ โดยจะทำให้อนุภาคแตกตัวด้วยการชนกันบ่อยครั้งระหว่างตัวกลางในการบด (ลูกปัด ZrO₂ หรือ Al₂O₃) กับอนุภาค.
- ข้อดี: อุปกรณ์มีความทันสมัย เหมาะสำหรับกระบวนการเปียก เติมสารช่วยกระจายตัวได้ง่าย.
- ข้อเสีย: แรงกระแทกและแรงเฉือนที่มากเกินไป จากเอกสารพบว่าหลังจากการบดเป็นเวลาหลายชั่วโมง พีคหลักของ XRD ของ NCM จะกว้างขึ้นอย่างเห็นได้ชัด อัตราส่วนความเข้มของ (003)/(104) ลดลง ซึ่งบ่งชี้ว่าระยะห่างระหว่างชั้นตามแกน c เพิ่มขึ้น และความไม่เป็นระเบียบของ Li/Ni รุนแรงขึ้น การสังเกตด้วย TEM มักเผยให้เห็นความไม่เป็นระเบียบในระดับท้องถิ่นหรือแม้กระทั่งการกลายเป็นอสัณฐานของโครงสร้างแบบชั้น ซึ่งนำไปสู่การเสื่อมสภาพของความจุอย่างรวดเร็ว.
Therefore, relying solely on ball mill makes it difficult to maintain crystal structure integrity when reaching D50 < 1 μm.
กลยุทธ์หลักสำหรับการบดละเอียดพิเศษ NCM ที่ก่อให้เกิดความเสียหายต่ำ
เพื่อให้การเจียรมีความเสียหายน้อยที่สุด การปรับปรุงประสิทธิภาพต้องเกิดขึ้นในสามมิติ: ลดพลังงานจากการกระแทกครั้งเดียว, ความถี่ในการชนที่เพิ่มขึ้น, และ การควบคุมประเภทของความเครียด. แนวทางปฏิบัติที่เป็นที่ยอมรับในปัจจุบันทั้งในภาคอุตสาหกรรมและภาควิชาการ ได้แก่:
1. เครื่องบดเจ็ทแบบฟลูอิไดซ์เบด / เครื่องบดเจ็ทแบบฟลูอิไดซ์เบด
นี่เป็นวิธีการทางอุตสาหกรรมที่พัฒนาเต็มที่ที่สุดในปัจจุบันสำหรับการทำให้ NCM D50 < 1 μm โดยมีผลกระทบต่อผลึกน้อยที่สุด.
- หลักการ: วัสดุจะถูกเร่งความเร็วในกระแสแก๊สความเร็วสูง (อากาศอัดหรือไนโตรเจน 0.6–1.2 MPa) และแตกตัวด้วยการชนกันระหว่างอนุภาคผ่านหัวฉีดที่อยู่ตรงข้ามกัน โดยแทบไม่มีการปนเปื้อนของวัสดุบดและมีแรงเฉือนน้อยที่สุด.
- ข้อดี:
- โดยหลักแล้วเป็นการทำงานแบบกระแทก ความเครียดจะกระจุกตัวอยู่ที่จุดบกพร่องภายใน ลดการเลื่อนตัวระหว่างชั้น.
- การจำแนกประเภทที่แม่นยำ (ตัวจำแนกแบบกังหันในตัว) ช่วยให้สามารถผลิตอนุภาคที่มีการกระจายขนาด D50 0.4–0.9 μm และ D90 < 2 μm ได้ในขั้นตอนเดียว.
- สามารถควบคุมอุณหภูมิได้ (สามารถใช้ก๊าซเย็นหรือไนโตรเจนเหลวในการระบายความร้อนได้) เพื่อหลีกเลี่ยงความร้อนสูงเฉพาะจุดที่ทำให้เกิดการปล่อยออกซิเจน.
- จุดที่ควรปรับปรุง:
- ขนาดอนุภาคของวัตถุดิบถูกควบคุมล่วงหน้าไว้ที่ D50 3–8 μm (การบดเบื้องต้นแบบเบา).
- การออกแบบเจ็ทแบบหลายขั้นตอนตรงข้ามกันเพื่อลดพลังงานจากการชนเพียงครั้งเดียว.
- ควบคุมอัตราส่วนของแก๊สต่อของแข็งให้อยู่ที่ 5–12 กก./กก. เพื่อหลีกเลี่ยงการเกิดการไหลตัวมากเกินไปและการจับตัวเป็นก้อน.
- เติมสารช่วยบด/สารช่วยกระจายตัวในปริมาณเล็กน้อย (เช่น ลิเธียมสเตียเรต, PVDF ในปริมาณเล็กน้อย) เพื่อลดการจับตัวเป็นก้อน.
- Real-world cases: Several battery material manufacturers have achieved NCM811 with D50 ≈ 0.6–0.8 μm, XRD FWHM increase <15%, (003) peak intensity maintained >95% of original value, demonstrating controllable crystal damage.
2. เครื่องบดเจ็ทแบบใช้ของเหลววิกฤตยิ่งยวดหรือไอน้ำช่วย
กระบวนการล้ำสมัยบางอย่างใช้ก๊าซคาร์บอนไดออกไซด์ในสภาวะวิกฤตยิ่งยวด (supercritical CO₂) หรือไอน้ำร้อนยวดยิ่ง (superheated steam) เป็นตัวกลางเพื่อลดความเสียหายให้มากยิ่งขึ้น.
- ก๊าซคาร์บอนไดออกไซด์ในสภาวะวิกฤตยิ่งยวด (Supercritical CO₂) มีความหนาแน่นสูงและความหนืดต่ำ ทำให้การถ่ายโอนพลังงานมีความสม่ำเสมอมากขึ้น.
- การพ่นไอน้ำสามารถสร้างอนุภาคที่มีขนาดเล็กกว่า (D50 < 0.5 μm) พร้อมทั้งช่วยปรับสภาพพื้นผิวใหม่และลดการเกิดออกซิเดชันในภายหลัง.
3. การบดละเอียดแบบเปียกด้วยการกวน + การแช่แข็ง + การปกป้องพื้นผิว
แม้ว่าเครื่องบดลูกบอลแบบเปียกจะก่อให้เกิดความเสียหายมากกว่า แต่การผสมผสานองค์ประกอบต่อไปนี้สามารถลดความเสียหายได้อย่างมาก:
- ใช้ลูกปัด ZrO₂ ขนาดเล็กมาก (0.05–0.2 มม.) ควบคุมความเร็วของสายที่ 8–12 ม./วินาที.
- การทำความเย็นด้วยความเย็นจัด (อุณหภูมิของสารละลาย <15°C) เพื่อยับยั้งการเปลี่ยนแปลงโครงสร้างทางความร้อนที่เกิดจากแรงทางกล.
- การเติมสารป้องกันการตกผลึก: ลิเธียมคาร์บอเนต (Li₂CO₃), ไลโอไฮดรอกไซด์ (LiOH), ฟอสเฟต, โบเรต ฯลฯ ในปริมาณเล็กน้อย เพื่อสร้างชั้นป้องกันบาง ๆ บนพื้นผิวระหว่างการเจียร เพื่อยับยั้งการลุกลามของรอยแตก.
- การเจียรแบบเป็นขั้นตอน: เจียรหยาบก่อนให้ได้ขนาด D50 ≈ 2 μm จากนั้นจึงเจียรละเอียดให้ได้ขนาดตามต้องการ โดยหลีกเลี่ยงการป้อนพลังงานมากเกินไปในครั้งเดียว.
- ขั้นตอนหลังการผลิต: การอบแห้งแบบสเปรย์ + การอบอ่อนที่อุณหภูมิต่ำในระยะเวลาสั้นๆ (400–600°C) เพื่อลดความเครียดของโครงสร้างผลึกเล็กน้อย.

4. การออกแบบสารตั้งต้นที่ปรับให้เหมาะสมร่วมกับการบดละเอียด (แนวคิดการบดละเอียดเบื้องต้น)
กลยุทธ์ใหม่ที่กำลังได้รับความนิยมในปัจจุบันเกี่ยวข้องกับการนำ "การบดละเอียดเบื้องต้น" มาใช้ก่อน/ระหว่างกระบวนการตกตะกอนร่วมหรือการเผาผนึก.
- การแทรกซึมด้วยวัตถุระเบิดเหลว: ใช้กระบวนการสลายตัวที่ก่อให้เกิดก๊าซอย่างรวดเร็วเพื่อทำลายอนุภาคทุติยภูมิเบื้องต้น ตามด้วยการกระจายตัวทางกลอย่างอ่อนโยน.
- การเผาผนึกแบบควบคุมเพื่อสร้างอนุภาคทุติยภูมิที่มี "การเชื่อมต่ออย่างอ่อน" (วิศวกรรมโครงสร้างระดับกลาง) ซึ่งกระจายตัวเข้าสู่อนุภาคปฐมภูมิได้ง่ายขึ้นด้วยพลังงานต่ำ.
- วิธีสังเคราะห์ NCM แบบผลึกเดี่ยว: สังเคราะห์อนุภาคผลึกเดี่ยวโดยตรง (D50 อยู่ที่ 1–3 μm) หลีกเลี่ยงการบดอนุภาคในขั้นตอนที่สอง ตามด้วยการปรับเปลี่ยนพื้นผิวหรือการลดขนาดอนุภาคเล็กน้อย.
การระบุลักษณะและการหาปริมาณการปกป้องโครงสร้างผลึก
เพื่อตรวจสอบว่าผลึกได้รับความเสียหายหลังจากการบดหรือไม่ จำเป็นต้องมีการวิเคราะห์ลักษณะเฉพาะแบบหลายมิติ:
- เอ็กซ์อาร์ดี: อัตราส่วนความเข้ม (003)/(104) ค่า c/a การเปลี่ยนแปลง FWHM.
- รามาน: การเลื่อนตำแหน่งของยอดพีค A1g และ Eg และอัตราส่วนความเข้ม บ่งชี้ถึงการเคลื่อนย้ายของ Ni²⁺.
- TEM/HRTEMสังเกตความต่อเนื่องของขอบชั้น และการปรากฏของบริเวณที่ไม่มีรูปร่างแน่นอน.
- เอ็กซ์พีเอส: ใช้ Ni 2p, O 1s ในการประเมินระดับการสร้างพื้นผิวใหม่.
- เคมีไฟฟ้า: ประสิทธิภาพเริ่มต้น, เส้นโค้ง dQ/dV (ความคมชัดของจุดสูงสุดของการเปลี่ยนเฟส H2–H3), อิมพีแดนซ์หลังการใช้งานซ้ำ.
เป้าหมาย: ที่ D50 < 1 μm, การเพิ่มขึ้นของ XRD FWHM < 20%, ประสิทธิภาพเริ่มต้น > 92%, การคงความจุ > 85% หลังจาก 300 รอบ (4.3 V).
บทสรุป
The core to achieving ultrafine NCM pulverization to D50 < 1 μm without significant crystal damage lies in low impact energy density + high collision frequency + in-situ surface protection. The most mature and scalable path at present is the opposed jet fluidized bed jet mill, combined with precursor optimization and additives, which has already achieved mass production in multiple material plants.
ในอนาคต ด้วยการนำวัสดุ NCM ผลึกเดี่ยวและวัสดุที่มีนิกเกลสูงมาใช้กันอย่างแพร่หลาย อุตสาหกรรมอาจเปลี่ยนไปสู่กระบวนการสังเคราะห์แบบ "ลดการบดละเอียดให้น้อยที่สุดหรือไม่มีการบดละเอียดเลย" (เช่น การควบคุมขนาดอนุภาคหลักโดยตรงให้เป็นผลึกเดี่ยวขนาด 200–800 นาโนเมตร) ซึ่งจะช่วยหลีกเลี่ยงปัญหาความเสียหายทางกลได้อย่างสมบูรณ์.
อย่างไรก็ตาม ด้วยความต้องการความหนาแน่นของพลังงานที่สูงขึ้น อนุภาคนาโนคาร์บอนละเอียดพิเศษที่มี D50 < 1 μm จะยังคงเป็นทิศทางสำคัญสำหรับแบตเตอรี่ชาร์จเร็วและกำลังสูงในช่วง 5-10 ปีข้างหน้า วิศวกรกระบวนการต้องแสวงหาสมดุลที่เหมาะสมที่สุดระหว่างประสิทธิภาพการบดละเอียดและความสมบูรณ์ของโครงสร้างอย่างต่อเนื่อง ซึ่งยังคงเป็นหนึ่งในหัวข้อที่ท้าทายและมีคุณค่ามากที่สุดในด้านวิศวกรรมวัสดุอนุภาคนาโนคาร์บอน.

ขอบคุณที่อ่านนะคะ หวังว่าบทความของฉันจะเป็นประโยชน์นะคะ แสดงความคิดเห็นไว้ด้านล่างได้เลยค่ะ หรือหากมีข้อสงสัยเพิ่มเติม สามารถติดต่อตัวแทนฝ่ายบริการลูกค้าออนไลน์ของ Zelda ได้ค่ะ
— โพสต์โดย เอมิลี่ เฉิน