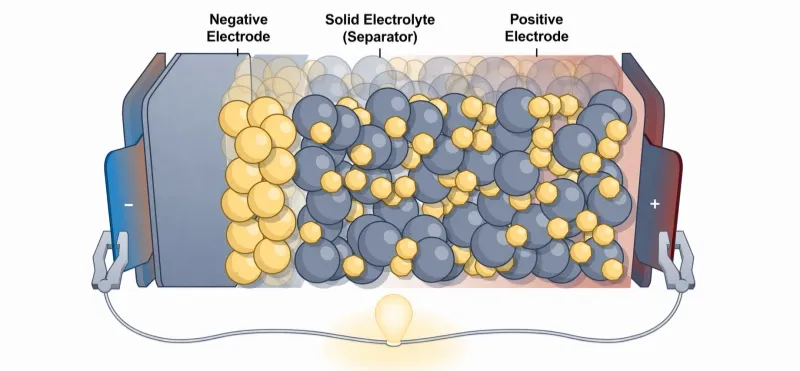
In the research and industrialization of All-Solid-State Batteries (ASSBs), Inorganic Solid Electrolytes (ISEs) are regarded as the core key materials. Whether they belong to the oxide system (e.g., LLZO), the sulfide system (e.g., Li3PS4、Li10GeP2S12), or the halide system, their physical morphology, particle size distribution, and specific surface area directly determine the final performance of the battary. Ultra ince öğütme—genellikle mikrometre hatta nanometre ölçeklerine ulaşmayı ifade eden— yüksek performanslı katı elektrolitler elde etmenin gerekli yoludur. Yeni öğütme ekipmanlarının ortaya çıkmasına rağmen, geleneksel bilyalı değirmenler (gezegen tipi bilyalı değirmenler ve tambur tipi bilyalı değirmenler dahil) araştırma ve endüstriyel üretimde ana tercih olmaya devam etmektedir. Düşük maliyetleri, basit kullanımları ve ayarlanabilir enerji yoğunlukları nedeniyle tercih edilirler. Bu makale, inorganik katı elektrolitlerin verimli ultra ince öğütülmesini sağlamak için geleneksel bilyalı öğütme işlemlerinin nasıl kullanılacağını derinlemesine inceleyecektir.
1. İnorganik Katı Elektrolitlerin Neden “Ultra İnce Öğütülmesi” Gerekir?
Sürece dalmadan önce, öğütmenin amacını anlamamız gerekiyor. Katı elektrolitler için, parçacık boyutunu küçültmek sadece "ince" olmakla ilgili değildir. Şu temel sorunları çözmekle ilgilidir:
- Arayüz Empedansını AzaltmaKatı hal piller "katı-katı" temas prensibine dayanır. Daha küçük parçacık boyutu, daha büyük özgül yüzey alanı anlamına gelir. Katot aktif malzemesiyle karıştırıldığında, daha sıkı bir temas ağı oluşturur. Bu, arayüzey yük transfer empedansını önemli ölçüde azaltır.
- Elektrolit Membran Yoğunluğunun İyileştirilmesiPresleme veya bant döküm işlemi sırasında, ultra ince tozların gözenek sayısı daha azdır. Bu da daha yüksek yoğunlukla sonuçlanır ve lityum dendritlerinin nüfuz etmesini etkili bir şekilde önler.
- Reaksiyon Kinetiğini Geliştirme: Sonradan ısıl işlem gerektiren malzemeler için, ultra inceleştirme atomik difüzyon mesafesini kısaltır. Bu, sinterleme sıcaklığını düşürebilir veya reaksiyon süresini kısaltabilir.
2. Geleneksel Fiziksel Mekanizmalar Bilyalı değirmen
Bilyalı öğütme işlemi, malzemeleri basitçe "parçalamak"tan ibaret değildir. Karmaşık mekanokimyasal etkileşimleri içerir. Başlıca kuvvetler şunlardır:
- Etki KuvvetiToplar, merkezkaç kuvveti nedeniyle bir yükseklikten düşer veya malzemeyle çarpışır. Bu, muazzam bir anlık basınç oluşturarak parçacıkların kırılmasına neden olur.
- Kesme KuvvetiBu, bilyeler arasında ve bilyeler ile değirmen duvarı arasında meydana gelen göreceli kayma sonucu oluşan öğütme etkisidir.
- SürtünmeYüksek dolum oranlarında, bilyelerin malzemeyi sıkıştırmasıyla oluşan sürtünme, öğütme etkisine katkıda bulunur.
İnorganik katı elektrolitler için, özellikle de yumuşak ancak kolayca deforme olabilen kırılgan oksitler veya sülfürler için, kesme ve darbe kuvvetlerini dengelemek, ultra ince öğütme elde etmenin anahtarıdır.
3. Verimli Öğütme İçin Temel Proses Parametrelerinin Ayarlanması
To maximize the efficiency of a traditional ball mill, the following variables must be precisely controlled:
3.1 Top-Toz Oranı (BPR) ve Dolum Hızı
BPR, öğütme ortamının (bilyelerin) malzemenin (toz) kütle oranına karşılık gelir.
- Verimlilik Önerisi: Çok ince öğütme için genellikle yüksek bir BPR (örneğin, 20:1 veya hatta 40:1) kullanılır.
- MantıkDaha fazla top, birim zaman başına malzemeye daha yüksek sıklıkta darbe gelmesi anlamına gelir. Bununla birlikte, aşırı yüksek bir oran, kavanozda yetersiz alan bırakarak top hareketini engelleyebilir.
3.2 Öğütme Ortamının Boyut Konfigürasyonu
“Boyut sınıflandırması”, ultra ince öğütmenin özüdür.
- Şekillendirme için Büyük ToplarBüyük toplar yüksek kinetik enerjiye sahiptir. Büyük malzeme parçalarının ilk parçalanmasından sorumludurlar.
- İnce Öğütme İçin Küçük BilyelerParçacıklar mikrometre seviyesine küçüldüğünde, büyük toplar arasındaki boşluklar çok genişler ve malzeme "kayıp gider". Bu aşamada, son nanometre ölçekli öğütme için temas noktalarını artırmak amacıyla çok sayıda küçük topa (örneğin, 0,1 mm – 0,5 mm) ihtiyaç duyulur.
- Derecelendirilmiş Top YöntemiÇapları 10 mm'den 1 mm'ye veya daha küçük değerlere kadar değişen kademeli bir kombinasyon kullanılması önerilir.
3.3 Dönme Hızının Optimizasyonu
Daha hızlı olmak her zaman daha iyi anlamına gelmez.
- Kritik HızEğer dönüş hızı çok yüksek olursa, merkezkaç kuvveti bilyeleri kavanoz duvarına yapışık halde tutar. Bilyeler düşmez ve öğütme verimliliği sıfıra iner.
- Verimlilik BölgesiGenellikle kritik hızın 70% ile 85% aralığına ayarlanır. Bu aralıkta, toplar "basamaklı hareket" oluşturarak en güçlü darbe enerjisini üretir.
4. Kuru Öğütme mi, Islak Öğütme mi: Hangisini Seçmeli?

Bu, ultra ince öğütme uygulanırken karşılaşılan en yaygın seçenektir.
Kuru Öğütme
- Avantajları: Simple process. No need for subsequent solvent removal. No risk of chemical degradation induced by solvents.
- Dezavantajları: Şiddetli kümelenme. Toz belirli bir inceliğe ulaştığında, moleküller arası kuvvetler (Van der Waals kuvvetleri) parçacıkların tekrar bir araya gelerek topaklar oluşturmasına neden olur. Bu durum, tozun daha fazla incelmesini engelleyen bir darboğaz yaratır.
- Başvuru: İlk kırma işlemi veya tüm çözücülere karşı son derece hassas malzemeler.
Islak Öğütme
- AvantajlarıSıvı ortam, tozu etkili bir şekilde dağıtır ve topaklanmayı önler. Sıvı, parçacıkların yüzey enerjisini azaltarak "öğütme yardımcısı" görevi görür. Öğütme verimliliği, kuru öğütmeye göre birkaç kat daha yüksek olabilir.
- Önemli Nokta: Çözücü Seçimi.
- İçin sülfür elektrolitleri, Susuz, polar olmayan çözücüler (örneğin heptan, toluen, ksilen) kullanılmalıdır. Aksi takdirde şiddetli hidroliz meydana gelir.
- İçin oksitler (Örneğin, LLZO), proton değişim reaksiyonlarına (Li+/H+ değişimi) karşı önlem alınmalıdır. Genellikle susuz izopropanol veya etanol tercih edilir.
5. “Verimlilik Engellerini” Aşmak İçin Gelişmiş Teknikler”
Pratikte, doğru parametreler kullanıldığında bile öğütme verimliliği bir noktada duraklayabilir. İşte bu noktayı aşmanın birkaç yöntemi:
5.1 Öğütme Yardımcı Maddelerinin Eklenmesi
Az miktarda yüzey aktif madde veya belirli organik moleküller eklemek yardımcı olabilir. Bu moleküller, parçacık çatlaklarının yüzeylerine yapışarak çatlakların iyileşmesini engeller. Ayrıca parçacıklar arasındaki elektrostatik çekimi de azaltırlar. Bu özellikle kuru öğütmede etkilidir.
5.2 Enerji Yoğunluğu Yönetimi: Aralıklı Öğütme
Sürekli yüksek hızlı öğütme önemli miktarda ısı üretir. Sülfür katı elektrolitler için ısı, malzemenin yumuşamasına veya hatta faz geçişine (kristal halden cam haline) neden olabilir.
- Strateji"10 dakika öğütme, ardından 5 dakika dinlenme" gibi bir döngü kullanın. Bunu bir su soğutma sistemiyle birleştirin. Bu, malzemenin soğukken gerilim altında kalmasını sağlayarak, kırılganlığından hızlı kırılma için faydalanır.
5.3 Malzeme Eşleştirme: Kirlenmeyi Önleme
Ultra ince öğütme işlemi sırasında bilyelerin ve kabın aşınması kaçınılmazdır.
- İlkeÖğütme ortamının sertliği, malzemenin sertliğinden daha yüksek olmalıdır.
- En İyi Seçim: Zirkonya (ZrO₂). Zirkonya son derece yüksek sertliğe ve tokluğa sahiptir. Ayrıca, eser miktardaki zirkonyum aşınması, çoğu lityum pil elektrolitinin elektrokimyasal performansına nispeten daha az zarar verir.
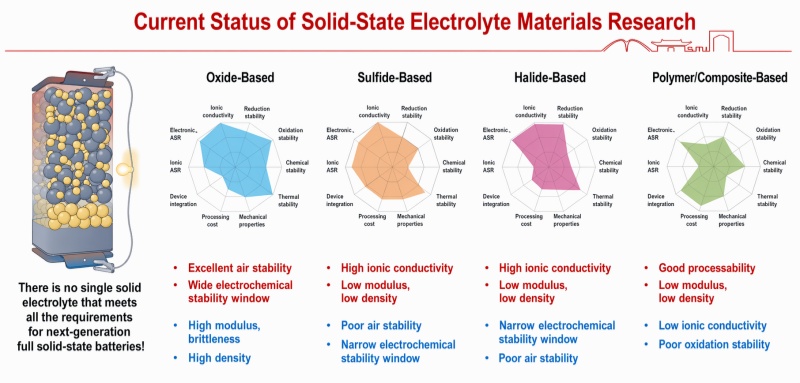
6. Farklı Elektrolit Sistemleri İçin Özel Optimizasyon Önerileri
6.1 Oksit Sistemleri (ör. LLZO, LATP)
Oksitler son derece yüksek sertliğe sahiptir ve öğütülmesi zordur.
- Çözümİki aşamalı “Önce Kuru Sonra Islak” bir yaklaşım önerilmektedir. İlk olarak, yaklaşık 10 μm'ye ulaşmak için büyük bilyeler kullanılarak kuru öğütme yapılır. Ardından, çözücü eklenir ve 500 nm'nin altına ulaşmak için küçük bilyeler kullanılarak uzun süreli ıslak öğütme yapılır.
6.2 Sülfür Sistemleri (ör. Li2S-P2S5)
Sülfürler düşük sertliğe sahiptir ancak oksidasyona ve topaklanmaya son derece yatkındırlar.
- Çözüm: Torpido gözünün tam işlevi (İnert gaz atmosferi altında) zorunludur. Islak öğütme kullanılmalıdır. Yerel aşırı ısınma nedeniyle iyonik iletkenlikte azalmayı önlemek için öğütme sıcaklıkları kesinlikle kontrol edilmelidir.
7. Özet ve Outlook
Geleneksel bilyalı değirmenler kullanılarak inorganik katı elektrolitlerin ultra ince öğütülmesinde verimlilik elde etmek bir denge sanatıdır. Bu, kinetik enerji tüketimini termal etkilerle, kırılmayı topaklanmayla ve inceliği saflıkla dengelemeyi gerektirir.
Yüksek bilye-toz oranları, çok aşamalı bilye sınıflandırması, optimize edilmiş hızlar ve ıslak ortamın bilimsel seçimi sayesinde, geleneksel bilyalı değirmenler yüksek kaliteli ultra ince tozlar üretme kapasitesine sahiptir. Bu tozlar laboratuvar ve hatta pilot ölçekli üretim gereksinimlerini karşılamaktadır.
However, as industrialization demands narrower particle size distributions and continuous production, ball milling processes will increasingly integrate and complement technologies like Bead Milling or Jet Milling.
Katı hal pillerinin Ar-Ge çalışmalarında yer alan her mühendis için, bilyalı değirmenin "karakterini" kavramak hayati önem taşır. Sürekli deneyler yoluyla bu "altın parametreler" kümesini bulmak, yüksek performanslı katı hal pillerinin kapısını aralayan anahtardır.

"Okuduğunuz için teşekkürler. Umarım makalem yardımcı olur. Lütfen aşağıya yorum bırakın. Daha fazla bilgi için Zelda online müşteri temsilcisiyle de iletişime geçebilirsiniz."
— Gönderen Emily Chen